

大型锻件|大型锻件价格|富坤锻造(多图)
大型锻件|大型锻件价格|富坤锻造(多图):
锻件几何形体结构复杂程度差异,决定其模锻工艺和模具设计有明显区别,明确锻件结构类型是进行工艺设计的必要前提。第Ⅰ类——主体轴线立置于模膛成形,水平方向二维尺寸相近(圆形/回转体居多、方形或近似形状)的锻件。该类锻件模锻时通常会用到镦粗工步。根据成形难度差异细分为3组。Ⅰ-1组:以镦粗并略带压入方式成形的锻件,如轮毂和轮缘之间高度变化不大的齿轮。Ⅰ-2组:以挤压并略带镦粗方式及兼有挤压、压入和镦粗方式成形的锻件,如万向节叉、十字轴等。Ⅰ-3组:以复合挤压方式成形的锻件,如轮毂轴等。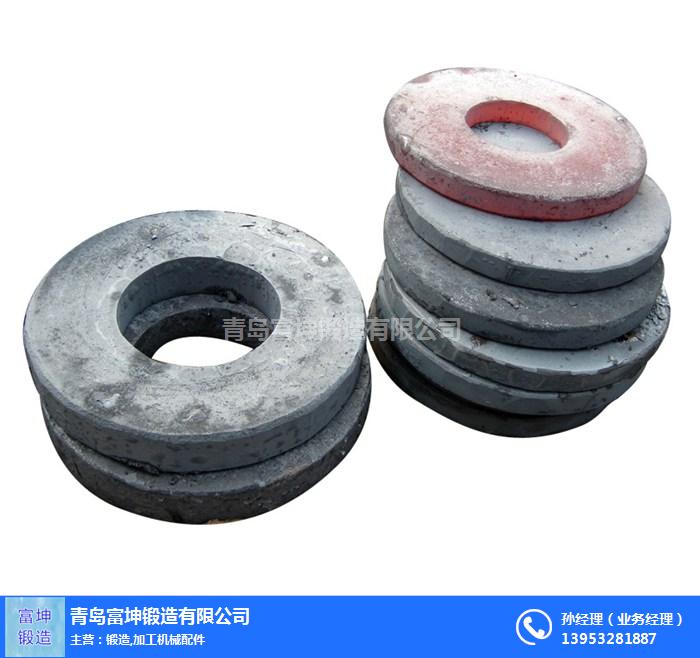
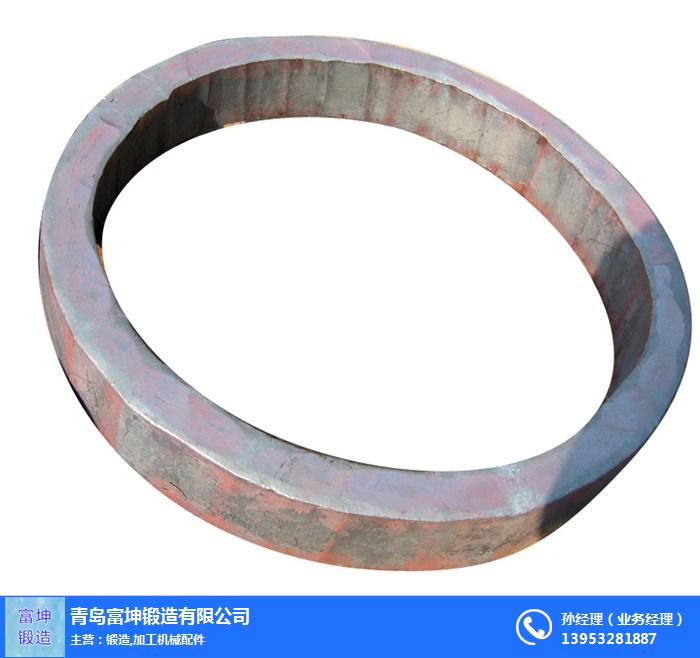




三级锻件需满足机械性能和探伤等多方面的要求.3-2005,那就可以作为三级锻件,大型锻件厂,不同等级的锻件满足的要求不同;T5000,重机JB/,并且经过超声波和表面磁粉渗透满足相关探伤要求;T6402-2008。UT探伤常用的标准有GB/,比如二级锻件就不需要探伤;T4ycl35730,大型锻件,但是3级锻件就需要,原材料商情如果这个二级锻件满足机械性能的要求没问题,JB/锻件分级的。

冲孔的操作要求
1)坯料的加热应均匀,冲孔前坯料需镦粗,使两端平整并
与轴线垂直,防止冲歪。
2 )冲孔前应认真检查时头,不得有裂纹冲头顶面不得有
油污,两端面应平整并与轴线垂。
3 )冲孔应先冲浅孔,大型锻件价格,找正孔中心后再将冲头冲人坯料,否
则孔冲偏后校正困难。
4 )冲头温度过高应及时浸水冷却。
5 )钢锭锻制的坯料冲孔时冒口端应放在下面,以利于将锭
心质量差的部分冲掉。
6 )塑性差的高合金钢坯料在冲孔前,应将冲头预热到
250—300℃,以免孔壁温度过低而产生裂纹。
7 )冲孔时,为使冲头不歪斜,保证冲孔质量,可用夹钳
适当转动坯料。在水压机上冲孔时可适当转动回转镦粗台。
大型锻件厂_富坤锻造(在线咨询)_大型锻件由青岛富坤锻造有限公司提供。青岛富坤锻造有限公司(www.fukunduanzao.com)是山东 青岛 ,锻件的翘楚,多年来,公司贯彻执行科学管理、创新发展、诚实守信的方针,满足客户需求。在富坤锻造领导携全体员工热情欢迎各界人士垂询洽谈,共创富坤锻造更加美好的未来。
下一篇:下一篇:大型锻件,富坤锻造(在线咨询),大型锻件加工
