

大型锻件自由锻-大型锻件-富坤锻造
来源:本站 时间:2025-09-12 10:06:38 浏览:1
大型锻件自由锻-大型锻件-富坤锻造:
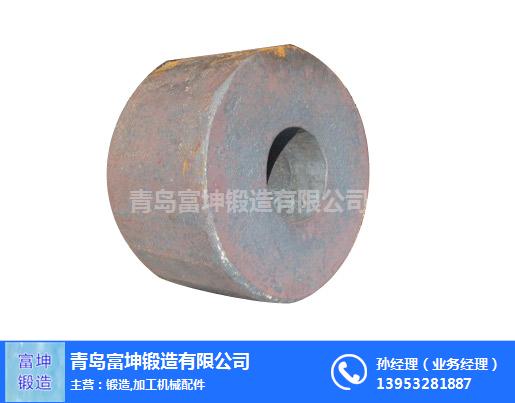
自由锻造的冲孔-------【冲孔】是在坯料上冲出透孔或不透孔的锻造工序。 冲孔的方法主要有以下两种:
1、双面冲孔法。用冲头在坯料上冲至2/3~3/4深度时,取出冲头,翻转坯料,再用冲头从反面对准位置,冲出孔来。
2、单面冲孔法。厚度小的坯料可采用单面冲孔法。冲孔时,大型锻件自由锻,坯料置于垫环上,大型锻件,一略带锥度的冲头大端对准冲孔位置,用锤击方法打入坯料,直至孔穿透为止。





冲孔的操作要求
1)坯料的加热应均匀,冲孔前坯料需镦粗,使两端平整并
与轴线垂直,防止冲歪。
2 )冲孔前应认真检查时头,淄博大型锻件,不得有裂纹冲头顶面不得有
油污,两端面应平整并与轴线垂。
3 )冲孔应先冲浅孔,找正孔中心后再将冲头冲人坯料,否
则孔冲偏后校正困难。
4 )冲头温度过高应及时浸水冷却。
5 )钢锭锻制的坯料冲孔时冒口端应放在下面,以利于将锭
心质量差的部分冲掉。
6 )塑性差的高合金钢坯料在冲孔前,应将冲头预热到
250—300℃,以免孔壁温度过低而产生裂纹。
7 )冲孔时,为使冲头不歪斜,保证冲孔质量,可用夹钳
适当转动坯料。在水压机上冲孔时可适当转动回转镦粗台。
锻造----是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法,锻压(锻造与冲压)的两大组成部分之一。
 可以使金属获得一定的形状和尺寸,而且还会引起金属内部组织与结
可以使金属获得一定的形状和尺寸,而且还会引起金属内部组织与结
构变化,使铸态金属的组织与性能得到一定的改善。因此,研究金属的塑性变形过程及
其机理,了解变形后金属的组织结构与性能的变化规律,压力容器用大型锻件,以及加热的影响,对改进金属
材料加工工艺,提高产品质量和合理使用金属材料等方面都有具有重要意义。
压力容器用大型锻件-富坤锻造-大型锻件由青岛富坤锻造有限公司提供。压力容器用大型锻件-富坤锻造-大型锻件是青岛富坤锻造有限公司(www.fukunduanzao.com)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:孙经理。
下一篇:下一篇:大型锻件-压力容器用大型锻件-富坤锻造
