

泰安大型锻件公司-大型锻件-富坤锻造
泰安大型锻件公司-大型锻件-富坤锻造:
自由锻锻件结构工艺性
设计选用自由锻加工零件时,应在保证使用要求的性能、结构的条件
下,应充分考虑自由锻设备和工艺特点。只有这样,才能使所设计的零
件
具有较好的自由锻工艺性。因此合理的结构设计,可达到锻造方便、节约
金属、保证质量及提高生产率的效果。
变形特点:铸件表面是由一系列平面包络形成的。这些特点,决定了
自由锻件形状简单的特点。所以要注意:
1.
尽量避免锻件上的斜面、锥体等复杂形面。
2 .
锻件体应由简单几何体构成且其交线为简单曲线、避免复杂曲
线,泰安大型锻件公司,如相贯线等。
3 .
锻件上不应设计筋条(板)
、凸台、工字形等。
4.
锻件的截面有急剧变化或形状复杂时,应设计成由几个简单体
构成的组合体

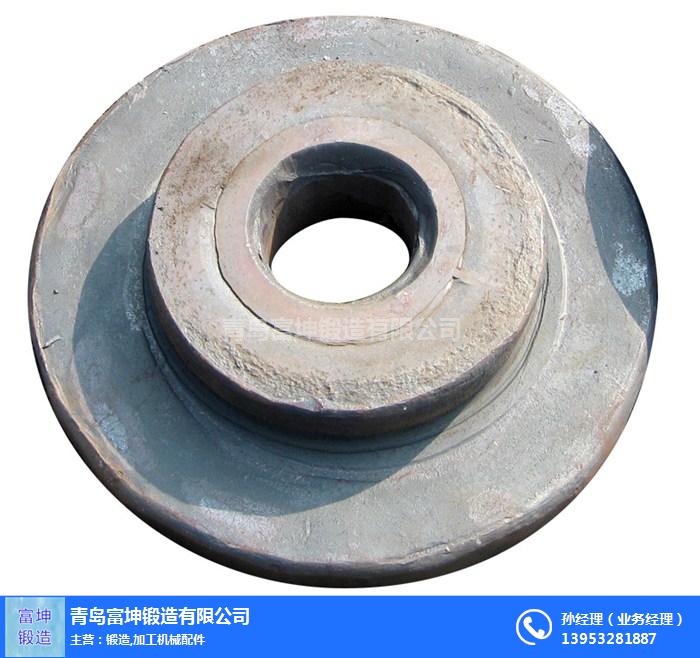




法兰 主要用途:法兰,用于电机与减速机的连接,大型锻件,以及减速机与其它设备之间的连接
连接方法:法兰(flange)连接就是把两个管道、管件或器材,先各自固定在一个法兰盘上,两个法兰盘之间,加上法兰垫,用螺栓紧固在一起,完成了连接。 青岛富坤锻造有限公司主要锻造大型锻件,环形锻件及A3、45#、40Cr、T8、T10、Cr12、不锈钢、GCr15、65Mn、CrWMn、3Cr2W8V、H13铜铝各种特殊钢材的锻件,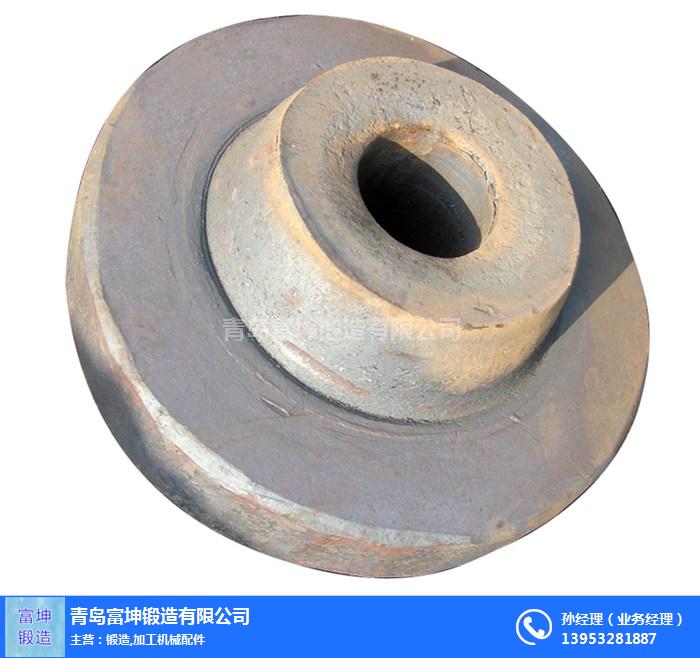
冲孔的操作要求
1)坯料的加热应均匀,泰安大型锻件批发,冲孔前坯料需镦粗,使两端平整并
与轴线垂直,防止冲歪。
2 )冲孔前应认真检查时头,泰安大型锻件,不得有裂纹冲头顶面不得有
油污,两端面应平整并与轴线垂。
3 )冲孔应先冲浅孔,找正孔中心后再将冲头冲人坯料,否
则孔冲偏后校正困难。
4 )冲头温度过高应及时浸水冷却。
5 )钢锭锻制的坯料冲孔时冒口端应放在下面,以利于将锭
心质量差的部分冲掉。
6 )塑性差的高合金钢坯料在冲孔前,应将冲头预热到
250—300℃,以免孔壁温度过低而产生裂纹。
7 )冲孔时,为使冲头不歪斜,保证冲孔质量,可用夹钳
适当转动坯料。在水压机上冲孔时可适当转动回转镦粗台。
泰安大型锻件批发-富坤锻造-大型锻件由青岛富坤锻造有限公司提供。青岛富坤锻造有限公司(www.fukunduanzao.com)位于青岛即墨市通济街道办事处郭庄一村。在市场经济的浪潮中拼博和发展,目前富坤锻造在锻件中拥有较高的知名度,享有良好的声誉。富坤锻造取得全网商盟认证,标志着我们的服务和管理水平达到了一个新的高度。富坤锻造全体员工愿与各界有识之士共同发展,共创美好未来。
下一篇:下一篇:大型锻件-泰安大型锻件公司-富坤锻造
