

大型锻造件-富坤锻造(在线咨询)-烟台大型锻造件
来源:本站 时间:2024-12-31 08:12:11 浏览:1
大型锻造件-富坤锻造(在线咨询)-烟台大型锻造件:
自由锻的工序
1
基本工序:镦粗、拔长、冲孔、切割、弯曲、扭转、错移及锻接等
2
辅助工序:压钳口、压肩
自由锻的工艺特点与应用范围:
1
自由锻所用设备简单、工艺通用性强而得到广泛应用。
2
尤其对大型锻件,海阳大型锻造件,自由锻是很适合的锻造方法。
3
自由锻只适合锻造简单形状的锻件。
4
锻件范围:百克级
------
百吨级青岛富坤锻造有限公司
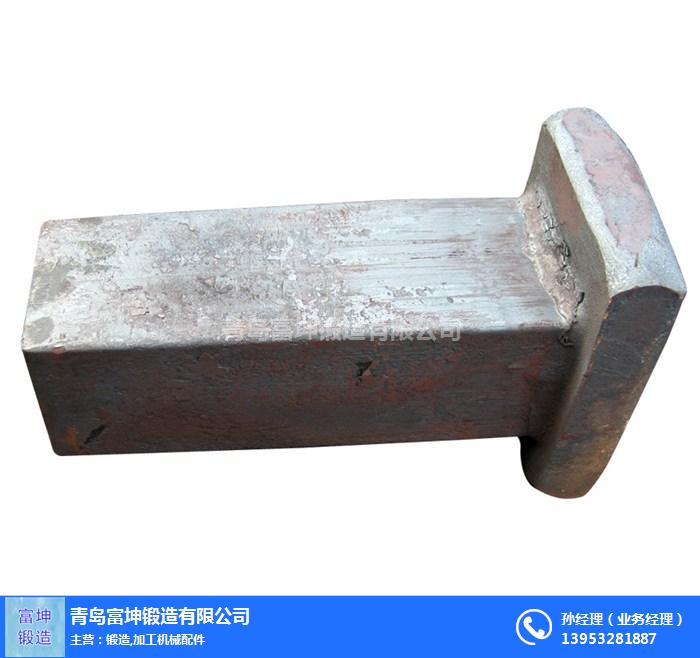





锻造是利用锻压机械对金属怌料施加压力,使其产生塑形变形,以获得具有一定机械性能,一定形状和尺寸的锻件加工方法,锻造是机械制造中常用的成形方法。青岛富坤锻造有限公司主要锻造环形锻造及A3,2O#,40CR,大型锻造件,不锈钢。GCR15,38CRMOAI,H13,铜铝各种特殊钢材,公司设备先进,规格齐全,产品也可根据客户要求来样,来图加工,质量保证,交货及时
冲孔的操作要求
1)坯料的加热应均匀,冲孔前坯料需镦粗,使两端平整并
与轴线垂直,防止冲歪。
2 )冲孔前应认真检查时头,不得有裂纹冲头顶面不得有
油污,两端面应平整并与轴线垂。
3 )冲孔应先冲浅孔,找正孔中心后再将冲头冲人坯料,否
则孔冲偏后校正困难。
4 )冲头温度过高应及时浸水冷却。
5 )钢锭锻制的坯料冲孔时冒口端应放在下面,以利于将锭
心质量差的部分冲掉。
6 )塑性差的高合金钢坯料在冲孔前,应将冲头预热到
250—300℃,潍坊大型锻造件,以免孔壁温度过低而产生裂纹。
7 )冲孔时,为使冲头不歪斜,保证冲孔质量,可用夹钳
适当转动坯料。在水压机上冲孔时可适当转动回转镦粗台。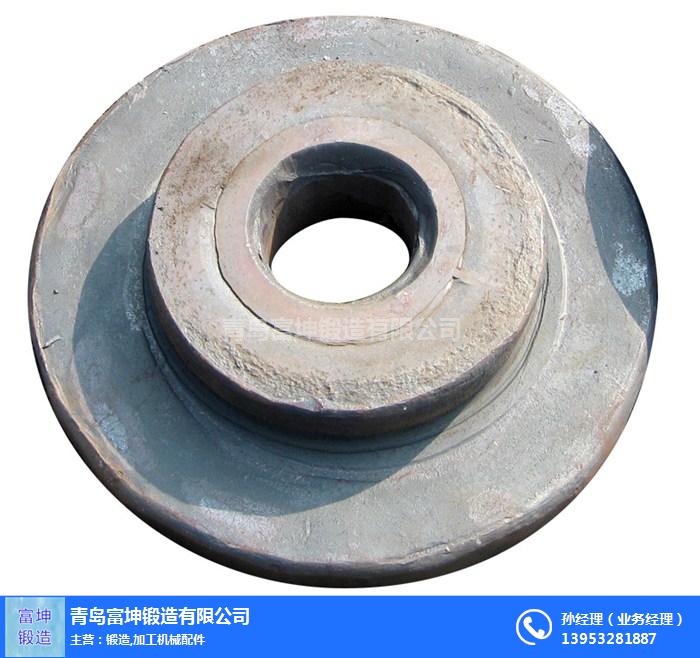
富坤锻造(图)-潍坊大型锻造件-大型锻造件由青岛富坤锻造有限公司提供。青岛富坤锻造有限公司有实力,信誉好,在山东 青岛 的锻件等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善创新理念将促进富坤锻造和您携手步入辉煌,共创美好未来!
下一篇:下一篇:海阳大型锻造件-大型锻造件-富坤锻造
